






产品分类 更多>>



一、美标H型钢W8*15此外,还要检查一下轴和轮毂的旋转跳动,泵正常运转,在不同的转速下有不同的旋转跳动容许值,通常145转/分时容许值不大于.15mm,在29转/分时容许值为小于等于.1mm。如果超过容许值,要对轴和轮毂进行圆周向逐点测量,看看轮毂有无偏心,或者不同心,或者轴弯曲变形。也可能出现的情况是,轴的对中性很好,旋转跳动却很大,或者没有旋转跳动,但对中性很差,都要加以矫正。电机过载运行,电机电流超过其允许值。
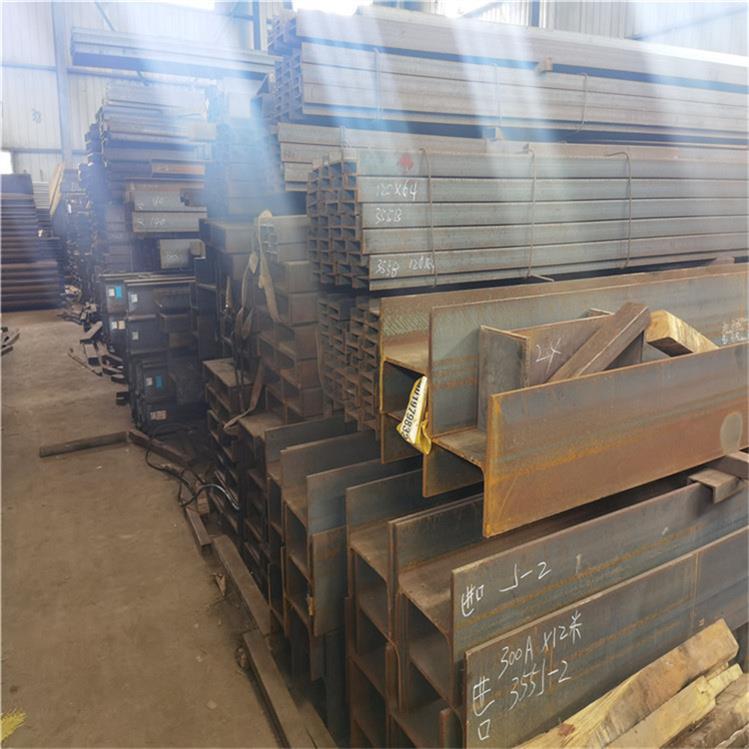
美标H型钢执行标准:ASTM标准,ASME标准
材质有:A36/A572GR50/A992
二、美标H型钢W8*15化学成分:
C:0.27~0.35;
Si:0.93~1.20;
Ni:≤0.029;
Cu:≤0.025;
Mn:0.80~1.10;
S:≤0.025;
P:≤0.026;
Cr:0.75~1.20;
三、美标H型钢W8*15热镀锌板的生产工序主要包括:原板准备→镀前处理→热浸镀→镀后处理→成品检验等。按照习惯往往根据镀前处理方法的不同,把热镀锌工艺分为线外退火和线内退火两大类,即湿法 (单张钢板热镀锌法)、线外退火(单张钢板热镀锌法)、热镀锌 惠林(Wheeling)法(带钢连续热镀锌法) 、线内退火 森吉米尔(Sendzimir)法(保护气体法)、 改良森吉米尔法、美钢联法(同日本川崎法)、赛拉斯(Selas)法和莎伦(Sharon)法。
四、美标H型钢的规格型号表
W14*455W16*26W16*31W16*36W16*40W16*45
W16*50W16*57W16*67W16*77W16*89W16*100
W18*35W18*40W18*46W18*50W18*55W18*60
W18*65W18*71W18*76W18*86W18*97W18*106
W18*119W18*130W18*143W18*158W18*175
W18*192W18*211W18*234W18*258W18*283
W18*311W21*44W21*50W21*57W21*55W21*62
W21*68W21*73W21*83W21*93W21*101W21*111
W21*122W21*132W21*147W21*166W21*182
W21*201W24*55W24*62W24*68W24*76W24*84
W24*94W24*103W24*104W24*117W24*131W24*146
W24*162W24*176W24*192W24*207W24*229W24*250
W24*279W24*306W24*335W27*84W27*94W27*102
W27*114W27*129W27*146W27*161W27*178
W30*90W30*99W30*108W30*116W30*132W30*148
W30*173W30*191W30*235W30*261W30*292W30*326
W30*357W30*391W33*118W33*130W33*141W33*152
W33*169W33*201W33*221W33*241W33*263W33*291
W33*318W33*354W33*387W36*135W36*150W36*160
W36*170W36*182W36*1W36*231W36*232W36*247
W36*262W36*282W36*286W36*302W36*318
W36*330W36*350W36*387W36*395W36*441W36*487
W36*529W40*149W40*167W40*183W40*211W40*235
W40*264W40*278W40*294W40*327W40*331

冶金矿产:
在这种方法中,电弧在保护气体下在电流载体金属丝和工件之间稳定发热,机器送入的金属丝作为焊条,在自身电弧下融化。由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上最为广泛的焊接方法,适用于钢、非合金钢、低合金钢和高合金为基的材料。这使得它成为理想的生产和修复的焊接方法。当焊接钢时,MAG可以满足只有.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如化碳或混合气体。




















